Суть технологического барьера в том, чтобы удалить с режущей кромки (далее РК) дефектный слой. Как, возможно, известно, под такое определение попадает любой слой на стали, отличающийся по характеристикам от желаемого. При грубой заточке механизированной - он обычно в основном сформирован перегревом, что в данном случае мы не рассматриваем. При заточке на низких оборотах с охлаждением или, тем более, при ручной - дефектный слой образуется преимущественно от напряжений сжатия и растяжения, может иметь микротрещины от наиболее глубоких рисок от сильно выступающих зёрен абразива, от давящей нагрузки зёрен не производящих резание, а лишь пластическое оттеснение материала. Кроме того, частая проблема на низколегированных инструментальных сталях и углеродистых - каверны от питтинговой коррозии. Они могут легко образовываться даже на условно нержавеющих сталях, если хром представлен в основном карбидами, а не находится в твёрдом растворе, и крошение и выпадение карбидов при заточке, помимо того, что их осколки и они сами способны сажать свои царапины на клинок и РК, оставляет "лунки", в которых легко и появляется коррозия.
При обычной заточке, когда мы пытаемся просто "сточить" такие дефекты, иногда обнаруживается, что даже когда, казалось бы, все они удалены, потом на том же самом месте или совсем рядом, появляется микроскол или замятие - это следствие того, что каверны способны расти и расширяться вглубь, и могут быть незаметны до поры до времени. То же касается микротрещин от грубой заточки (а иногда ещё более раннего этапа - например, фабричной слесарки клинка или ошибки в термообработке его) - при обычном способе "просто сточить" такой дефект - он имеет тенденцию ползти дальше - сразу, или потом. Это называют "ползущими дефектами".
Вот для удаления таких дефектов, применяется технологический барьер. Суть его в том, что дефектный слой с РК снимать необходимо с направлением обработки в другой плоскости и в другом направлении, нежели это получается при обычном "стачивании" дефектного участка.
Научно доказано, что дефектный слой образуется при практически любой абразивной обработке, в которой превалирует аспект абразивного резания/царапания. Он может превышать глубину шероховатости, оставляемой абразивом - в несколько раз. По мере применения абразивов, оставляющих всё более тонкую по шероховатости поверхность, соответственно и глубина дефектного слоя становится меньше. К этапу "выхаживания", который часто используют после тонкой заточки, и не выполняя доводку - образование дефектного слоя становится очень малым. А при доводке - он практически вовсе не образуется. Почему? Потому, что принципиальным отличием доводки от тонкой заточки является превалирование пластических деформаций в процессе обработки, а не абразивное резание/царапание - его роль становится значительно меньше, по сравнению с пластическим течением стали, тогда как при заточке резание является наоборот - превалирующим фактором.
Из этого следует, что выполнение технологического барьера делается такими средствами и приёмами, которые не будут вызывать в свою очередь образования дефектного слоя, пусть и под другим направлением обработки.
Конечно, при черновой заточке при ремонте инструмента, методом технологического барьера можно делать грубое выравнивание линии РК и т.д., довольно грубыми средствами, лишь бы ожидаемый от них дефектный слой был меньше того, который снимаем.
А вот на тонких этапах - для этого уже применяют абразивы и методы, при которых обработка идёт практически как на доводочном этапе - без превалирования резания/царапания.
Технологический барьер также используется для удаления заусенца, образующегося при заточке и микрозаусенца, а также т.н. "оверхонинга" - этим термином называют заточку РК до такой тонкости, которую данная сталь при данных углах "держать" не способна - т.е. получает моментальные замятия, начинает быть похожей на смятую фольгу и вообще не держится. В принципе - образование заусенца, хотя оно не одинаково на разных этапах абразивной обработки, во многом, особенно на тонких этапах, следствие как раз "оверхонинга" - т.е. когда сталь на РК становится тоньше, чем кромка в состоянии удержать + от постоянного бокового воздействия зёрен абразива этот участок почти сразу получает усталостные напряжения. Даже когда он отходит, отваливается сам, после него остаётся т.н. "бородка" - т.е. остаточные какие-то фрагментики на кромке, которые легко заминаются, налипают на фаски, остаются на ремне и потом он царапает и т.д.
Технологический барьер (далее ТБ) позволяет радикально избавляться и это этой напасти.
Выполняется он легко и просто - самым простым и доступным вариантом может служить изношенная равномерно с маслом или олеиновой кислотой абразивная шкурка с зерном порядка P2000-3000. Или, к примеру, офисная бумага, с втёртой в неё тонкой абразивной пастой - желательно, на основе оксида алюминия.
При необходимости выполнить ТБ на ранних этапах обработки - например, удаляя задиры и зазубрины на ноже, довольно крупные, т.е. видимые в лупу, например, есть такой нюанс - если при этом необходимо выровнять линию РК - то шкурка кладётся на гладкое плоское основание (по краям можно приклеить или зажать) - например, кусок стекла или что-то другое, да и тот же заточной камень идеально выровненный. После чего нож берут двумя руками за обушок, и слегка напоминающим маятник движением начинают сошлифовывать без давления на шкурку, самую кромку. Я показывал несколько лет назад это в видео по бритвам, но там шкурка лежит на мягкой подложке - там это нужно для того, чтобы эластичном подложки позволила сохранить имеющуюся линию кромки - там она не является прямой, но движения те же - см. с 1:57
https://www.youtube.com/watch?v=v1SOjBBNOio Но это не единственный вариант движений - на тонких этапах, и когда надо снимать буквально "по-микронно", целесообразнее проводить кромкой от пятки клинка к носику без давления. Либо, что удобнее в случае тяжёлого крупного ножа - перевернуть его кромкой вверх и провести по кромке шкуркой или бумажкой с втёртой пастой, свёрнутыми в трубочку - давить нельзя ни в коем случае + свёрнутый в трубочку эластичный материал немного будет всё равно "демпфировать" касание к РК и мы ничего не попортим.
Какой именно зернистости шкурку брать или пасту на бумажку - зависит от того, сколько нам надо снять стали. Если речь об этапах преддоводочных, или доводочных, то там ширина микрозаусенца часто между 1 и 6 мкм. (у меня, по крайней мере) - там целесообразна бумажка с пастой. Если этап несколько раньше - тонкая заточка, скажем, и заусенец толще и шире, особенно если угол заточки поболе, то целесообразна шкурка порядка P2000-3000, либо истёртая уже ранее с капелькой масла, либо, если брать свежую, то её лучше засалить графитом - вот как у меня на видео - достаточно заштриховать простым карандашом - графит по сути является твёрдой смазкой и сделает работу шкурки более щадящей.
Но свежую я всё-таки не рекомендую, особенно на подложке. Покажу почему - см. пост 18 по ссылке с фотопримерами:
https://myabrasive.ru/forum/viewtopic.php?p=3220#p3220 Необходимо экспериментально выяснить, какое средство из тех, что у вас по рукой, будет работать достаточно нежно и сколько примерно нужно проходов, чтобы снять заусенку. На микрозаусенец шириной 1-2 мкм., часто нужно всего 1-2 легчайших, прохода бумажкой с пастой.
Конечно, выполнение ТБ по сути "затупляет" кромку, и потом надо "доточить" снова, но не доходя до образования нового заусенца - это достаточно просто при некотором навыке. Если не снять с помощью ТБ слишком много, то возврат к остроте, но уже на нормальной РК а не на РК с усталыми начатками или остатками заусенки - происходит иной раз за 5-7 проходов на сторону на последнем камне/бруске, которым пользовались. Крайне желательно менять стороны каждый проход (это вообще стоит принять за правило при тонкой ручной заточке и доводке).
Да, шкурки следует брать на влагостойкой основе, желательно приличных фирм и серий - мне нравятся "родные" SIA (Швейцария - есть и китайские дешёвые серии, но они хуже) на основе оксида алюминия. Мирка и 3М тоже хороши, но часто дороговаты. На удивление неплохо себя показали некоторые китайские шкурки P3000 на основе карбида кремния. Но их надо сначала слегка "износить" шлифовкой стали, обязательно с не полимеризующимся маслом или олеиновой кислотой (керосин и бензин тоже можно, но масло или олеинка лучше). Но вот ремни для правки шкуркой на основе карбида кремния не стоит шлифовать. Но это другая история -по восстановлению и подготовке ремней (не важно - натяжных, колодочных или наклеенных на дощечку) - можно почитать тут: пост 75 по ссылке:
https://woodcraftsman.ru/index.php?topic=36369.75 Из паст для втирания в бумагу - я бы рекомендовал Luxor - эта паста прекрасно подходит и для полирования и для направки и для применения её на притирах (стеклянных в первую очередь) - легко удаляется с клинка мытьём и растворителями обычными, не аллергенна, имеет чётко указанную фракцию абразива и у неё всё хорошо с абразивной гигиеной. Для указанной операции достаточно пасты 3мкм. Покупал тут:
https://www.sapphire.ru/vcd-479-1-25954/goodsinfo.html Мои учителя её тоже рекомендовали. Редкий случай доступной и действительно хорошей пасты.
Втирать её следует в бумагу с капелькой опять-таки олеиновой кислоты или минерального масла. В принципе, можно использовать и растительные не полимеризующиеся масла - оливковое и масло камелии. Много пасты не нужно - самая частая ошибка в применении паст, это "намазать как масло на хлеб". Нужно взять буквально со спичечную головку и размазать по площади +- с пол-спичечного коробка. Для ТБ такого кусочка будет совершенно достаточно.
P.S. Некоторые выполняют ТБ на доводочном или даже заточном камне. Но я бы не рекомендовал, так как нагрузка на кромку развивается огромная, и очень легко либо снять лишнее, либо просто замять или согнуть на сторону кромку. Что уже потребует исправления. Иногда к этому методу можно прибегнуть, если необходимо выровнять линию РК, но это делается, как я уже ранее говорил, на ещё этапах предварительной, черновой заточки. если же паче чаяния к этому приходится прибегать при средней или тонкой - то важно расположить инструмент и камень так, чтобы обеспечить лишь касание, без давления.
Ну вот вкратце как-то так. Вроде ничего не забыл.
P.S. Используя ТБ и комбинируя его с последним камнем/бруском/притиром, на которым производится обработка клинка, можно получить широкий вариант рельефа режущей кромки. От абсолютно гладкой, до имеющей "микрозубчик" разного "шага", размера и характера.
Дело в том, что не всегда максимально ровная и гладкая кромка даёт нужный рез. Иногда ей нужен некоторый рельеф. В опасных бритвах, к примеру - этот рельеф просто необходим, иначе будет "циклевание" верхнего слоя кожи, вместо комфорта, или, при недостаточной тонкости РК - комфортное бритьё, но недостаточно чистое - попасть в эту "золотую середину" - довольно непросто, в этом плане готовить клинок для срезов несколько проще, особенно, если дадут образец и можно увидеть под микроскопом - какую шероховатость и её характер хотят получить (или не ниже какого).
Вот такой характер РК можно получить, например, с разным вариантом очень округлого рельефа слегка "зубчатого" на кромке (фото кликабельно, перейдя по клику на фотохостинг можно открыть в полном размере):
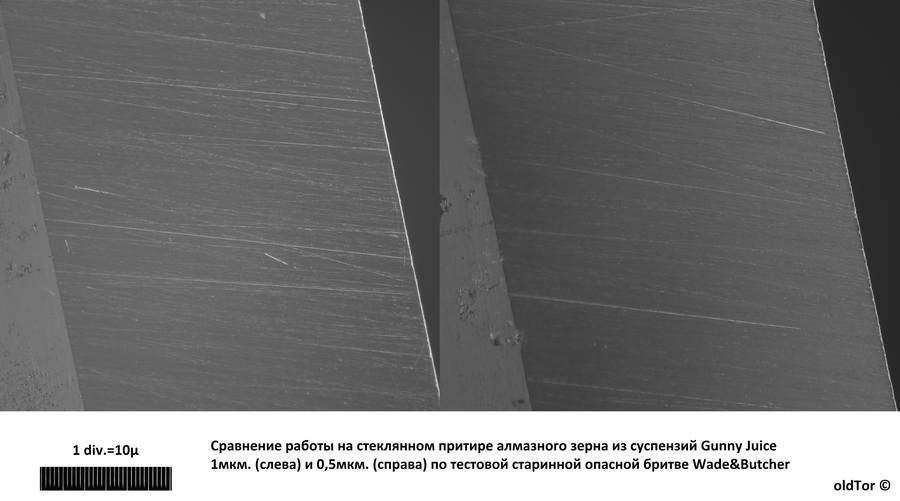
если он нужен.
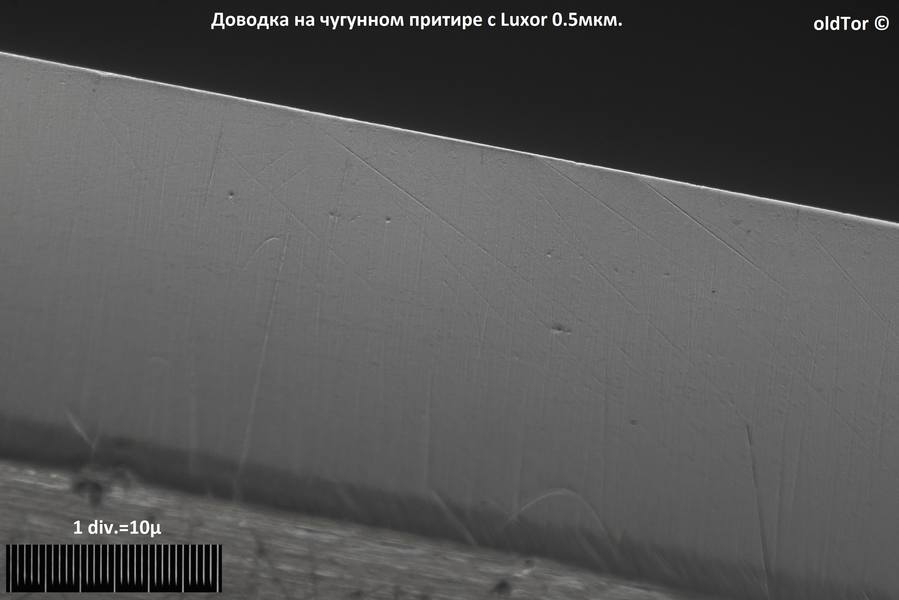
Если не нужен, и благодаря в т.ч. ТБ - можно получить и намного бОльшую гладкость и фасок и самой РК - не идеально тут, это из обзора о пробах, можно лучше, но тоже неплохо - фото также кликабельно и доступна развёртка в оригинальный размер:
Ну и, конечно, нет никаких проблем с тем, чтобы получить плоскую фаску - например, я считаю не плоской, уже отклоняющуюся от плоскости на порядка 2мкм. При попытках удалять заусенку на пастированных стропах, что само по себе муторно и обычно ведёт к противоположному - работа ведь идёт "от зерна", т.е. обушком вперёд, а не кромкой, как при работе на твёрдом абразиве, т.е. имеем все напряжения растяжения, что хуже, чем напряжения сжатия, и неизбежно у нас фаска становится хотя бы слегка, но подлинзованной - без подлинзовки направить на пастированной стропе - это надо уменьшать угол при направке, хотя бы чуть, и работать очень дозированно. Т.е. по-хорошему, направка на эластичном носителе абразива, чтобы не было никаких негативных сопутствующих явлений, должна выполняться только _после_ полного удаления микрозаусеночных явлений, а не ради их удаления.



